Deep Hole Drilling Machines
Deep hole drilling is the machining of holes with a relatively large diameter to depth ratio. While the basic principles of drilling still apply, deep hole drilling can employ various machine set-ups and tooling options.
1 product
Filter

Choose your option
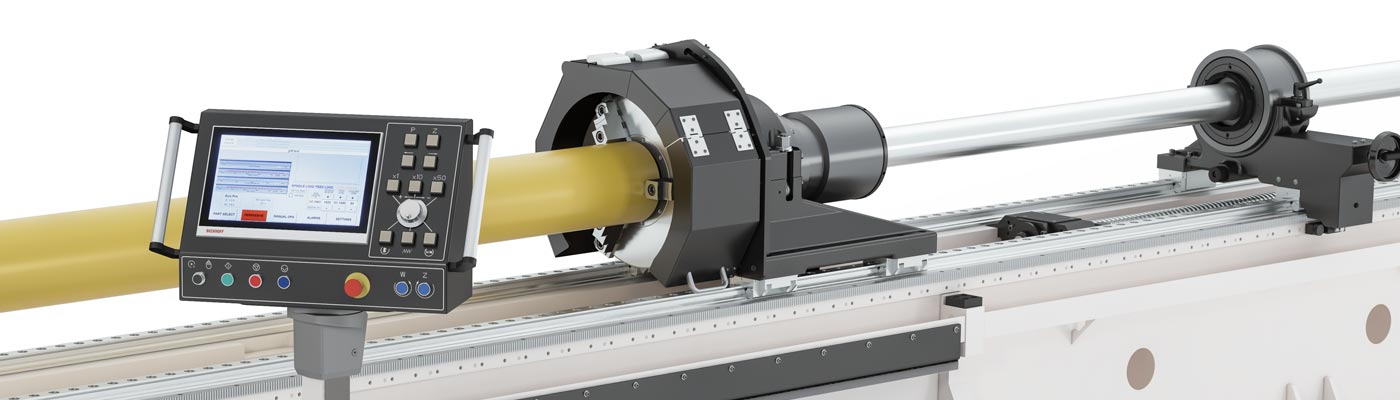
For a Specialized Drilling Technique, Choose a Specialized Machine
Sunnen's new SHDD Series systems can utilize multiple tooling types to achieve tight diameter control, straightness, and superior surface finish in a variety of workpieces and materials from aluminum to super-alloys.
The heavy-duty SHDD series includes:
- The latest system controls that will allow users to achieve their manufacturing tolerances and production requirements reliably, accurately, and efficiently
- Minimized workpiece change-over and run times to ensure profitability
- A 3-year warranty backed by Sunnen’s extensive global service and support network
- Sunnen's BTA Deep-Hole Drilling Tools and Accessories
Sunnen’s acquisition of BTA-Heller in 2018 created one of the premier deep hole systems manufacturers in the world. Sunnen is unique in that we can offer single-source turnkey solutions for your deep hole drilling applications, including, machines, tools, inserts, cutting oils and filtration units. We back all of our products with a knowledgeable, service-oriented staff with locations around the world.
Machines that Work Harder. Accessories that Last Longer.
Our reputation is built on quality and durability. You’ll find Sunnen machines from the 1940s that are still running strong to this day. Over the years, we’ve applied our expertise with emerging technologies to develop the industry’s largest catalog of bore finishing machines. We also offer all the tools, accessories and training necessary to sustain a high-performance operation.